DIN EN 455-4 shelf life of gloves*
The gloves are stored in consumer packaging for the intended shelf life at a temperature specified by the manufacturer. Afterwards, the gloves are tested for watertightness according to EN 455-1 and for tensile strength according to EN 455-2. The integrity of the packaging and the suitability of the gloves for their intended use are also verified. The shelf life corresponds to the time at which all specified tests are still successfully passed.

 According to DIN EN 455-2, the dimensions and the tensile strength of a medical disposable glove are determined. At least 13 samples per glove batch are used. For dimensional verification, the glove length and width are measured using a ruler and compared with the size table specified in the standard.
According to DIN EN 455-2, the dimensions and the tensile strength of a medical disposable glove are determined. At least 13 samples per glove batch are used. For dimensional verification, the glove length and width are measured using a ruler and compared with the size table specified in the standard.
 According to DIN EN 455-1, a water leak test can be performed to verify the watertightness of disposable gloves. Using a vertical tube, 1000 ml of water at a temperature between 15 °C and 35 °C is filled into the glove to be tested. The glove is immediately visually inspected for leaks. The glove is considered non-watertight as soon as water leakage occurs. After 2 to 3 minutes, the glove is visually inspected again.
According to DIN EN 455-1, a water leak test can be performed to verify the watertightness of disposable gloves. Using a vertical tube, 1000 ml of water at a temperature between 15 °C and 35 °C is filled into the glove to be tested. The glove is immediately visually inspected for leaks. The glove is considered non-watertight as soon as water leakage occurs. After 2 to 3 minutes, the glove is visually inspected again.
 We offer a testing procedure to evaluate the fixation strength of the glenoid component in bone and its resistance to subluxation caused by cyclic movement (e.g., superior-inferior or anterior-posterior) of the humeral head against the edge of the glenoid, according to the ASTM F2028 standard. This test method can be applied to both cemented monolithic and modular glenoid components as well as uncemented reverse glenoid components.
We offer a testing procedure to evaluate the fixation strength of the glenoid component in bone and its resistance to subluxation caused by cyclic movement (e.g., superior-inferior or anterior-posterior) of the humeral head against the edge of the glenoid, according to the ASTM F2028 standard. This test method can be applied to both cemented monolithic and modular glenoid components as well as uncemented reverse glenoid components.
 In the bubble emission test according to ASTM F2096, the integrity of packaging or sterile barrier systems is evaluated by applying internal pressure. For this purpose, the packaging film is punctured on one side using a needle, internal air pressure is applied, and the package is submerged in water. In our setup, a second needle and a digital manometer are used to directly measure the internal pressure.
In the bubble emission test according to ASTM F2096, the integrity of packaging or sterile barrier systems is evaluated by applying internal pressure. For this purpose, the packaging film is punctured on one side using a needle, internal air pressure is applied, and the package is submerged in water. In our setup, a second needle and a digital manometer are used to directly measure the internal pressure.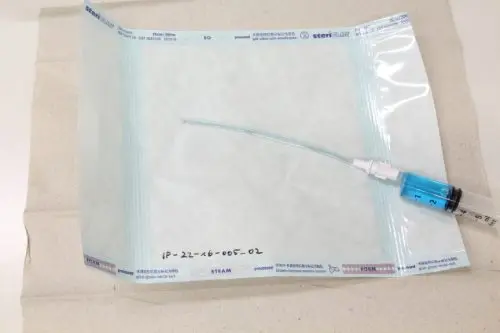
 To evaluate the seal seam, dye is applied to one side of the seal. It is then visually examined whether the dye penetrates through the seal. Each side of the sample seal is observed for 5 seconds. The package must not contain liquids or condensation, as this could distort the test results. The dye used must provide strong contrast with the opaque packaging material. One of three methods is selected for seal testing.
To evaluate the seal seam, dye is applied to one side of the seal. It is then visually examined whether the dye penetrates through the seal. Each side of the sample seal is observed for 5 seconds. The package must not contain liquids or condensation, as this could distort the test results. The dye used must provide strong contrast with the opaque packaging material. One of three methods is selected for seal testing.